Upload files
De volgende bestanden kunnen worden geuploaded:
– “STL”
– “OBJ”
– “STP”
De maximale bestandsgrootte die men kan uploaden is 50Mb
Fotobestanden zoals “JPG”, “PNG”, “GIF” of andere kunnen niet worden geuploaded omdat dit geen 3D bestanden zijn.
Tip
Exporteer of sla je bestanden op bij voorkeur als STL bestand met de afmetingen in “mm”.
Plaats je 3D model correct
Aangezien de lagenstructuur van het te printen onderdeel (bij Droneyes FDM-drukproces) altijd “van beneden naar boven” (d.w.z. in “Z-richting”) plaatsvindt, kan het laagverloop in het model alleen worden beïnvloed door de uitlijning ervan op de afdrukplatform.
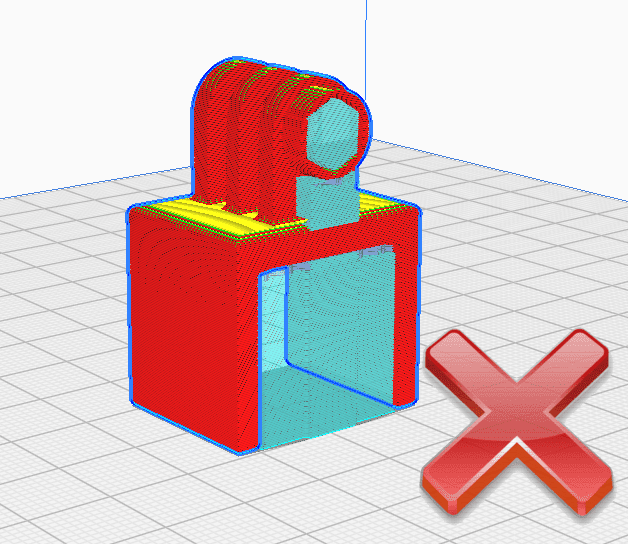
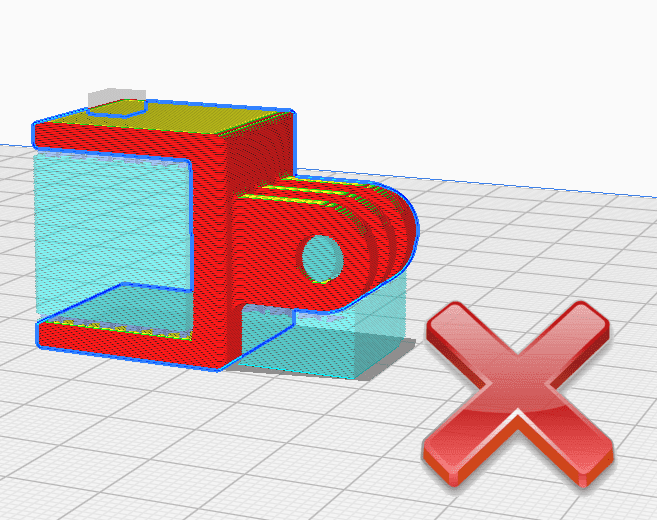
– In de meeste gevallen is het raadzaam om het model zo vlak mogelijk of met een zo groot mogelijk contactoppervlak op het platform te plaatsen.
– Er dient zoveel mogelijk op gelet te worden dat er door de plaatsing zo min mogelijk “draagstructuur” of “support” geprint hoeft te worden (dit is vereist bij een overhang of hellingen vanaf ca. 50°).
Het besparen van de draagstructuur (die later weer wordt verwijderd) verlaagt het materiaalverbruik en daarmee ook de print kosten.
– De oriëntatie van het model of de printrichting ervan heeft niet alleen invloed op de printkosten, maar vooral op het uiterlijk, de kwaliteit en de stabiliteit van het bedrukte onderdeel.
-> Lijn uw model uit volgens de geometrie en / of het toepassingsgebied.
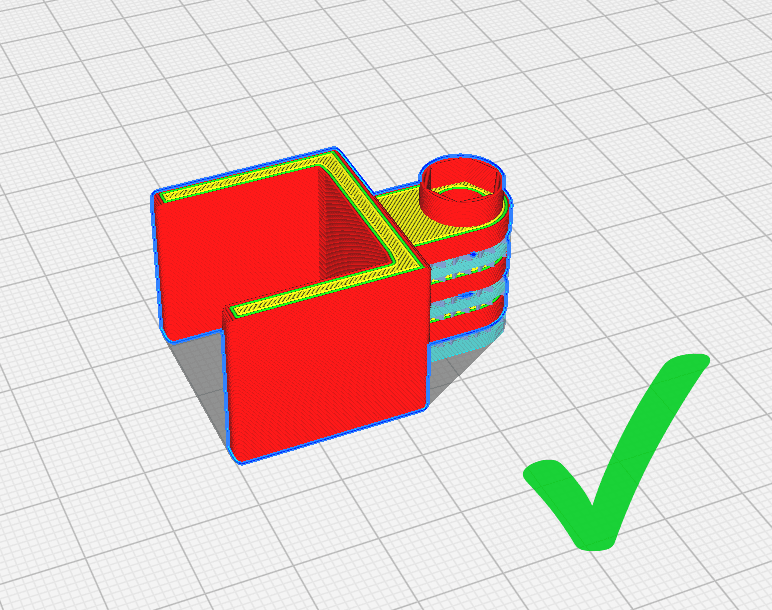
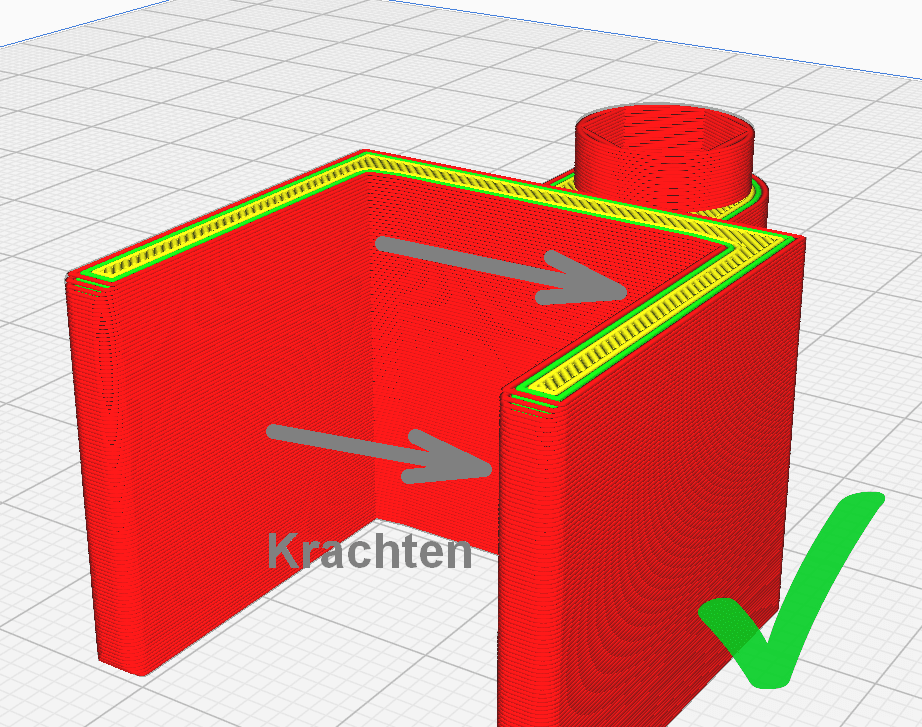
Support is niet altijd nodig
Niet iedere overhang heeft ondersteunend materiaal nodig; in feite kan de printer een brug slaan tussen twee ondersteunde punten.
Bijvoorbeeld:
als we twee muren onder een hoek van meer dan 45° plaatsen, kan de printer nu de volledige overhang overbruggen, waardoor er geen ondersteuning meer nodig is. Er is natuurlijk een grens aan hoe ver een printer betrouwbaar kan overbruggen, dus ondersteuning kan nog steeds nodig zijn bij het printen van lange niet-ondersteunde uitsteeklengtes.
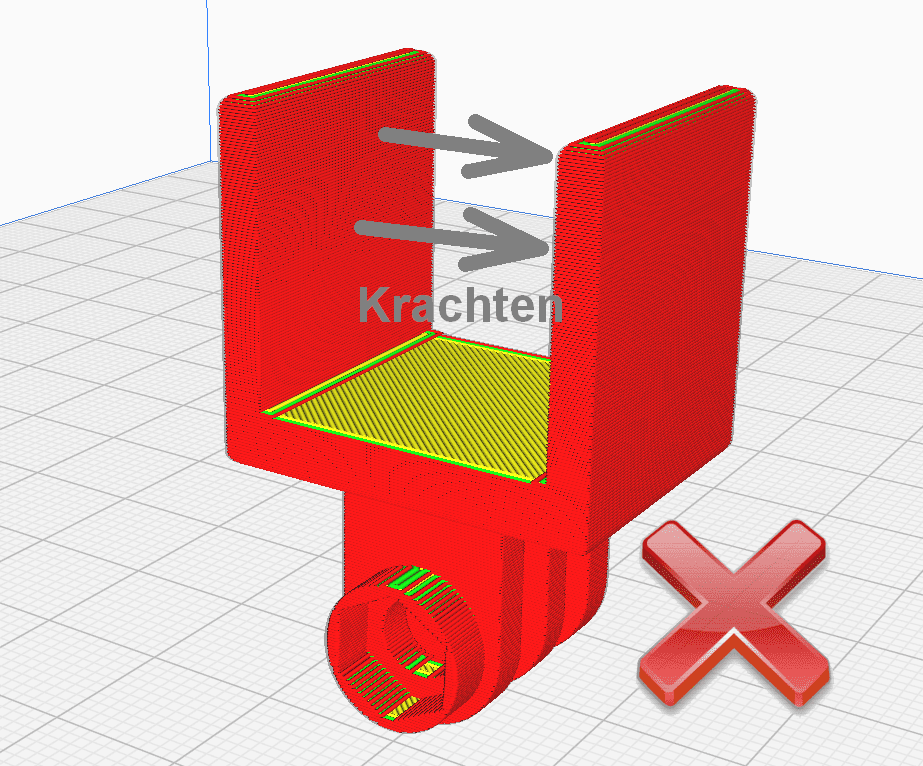
Mechanische sterkte
Een van de belangrijkste doelen bij het 3D-printen van een functioneel onderdeel is ervoor te zorgen dat het onderdeel aan alle prestatieverwachtingen voldoet. Naast het correct ontwerpen van het onderdeel en het kiezen van het juiste materiaal / instellingen, is soms ook een specifieke drukoriëntatie vereist.
De reden hiervoor zijn de laaglijnen in de 3D-print. Deze laaglijnen fungeren als zwakke punten, dus er is minder kracht nodig langs de laaglijnen om laagscheiding en uiteindelijk breuk te creëren. Dit lijkt erg op hoe de houtnerf in een stuk hout zich gedraagt.
Bron: Polymaker PolyMax PC TDS (Testing method ASTM D638 (ISO 527, GB/T 1040))
Samenvatting
Vaak zijn er een of meerdere oriëntaties die allemaal geschikt zijn, maar er zullen gevallen zijn waarin de meest voor de hand liggende oriëntatie niet past binnen het door uw 3D-printer gedefinieerde bouwvolume of niet voldoet aan uw behoeften. In deze gevallen kan het nodig zijn om bepaalde aspecten van de afdruk aan te passen of misschien zelfs om het 3D model opnieuw te ontwerpen of te bewerken om beter bij het afdrukproces te passen.
Met deze tips en trucs in gedachten en door elke beperking te begrijpen, kunnen we prioriteit geven aan de belangrijkste aspecten van ons drukwerk door gebruik te maken van oriëntatie.